-
Toepassingen
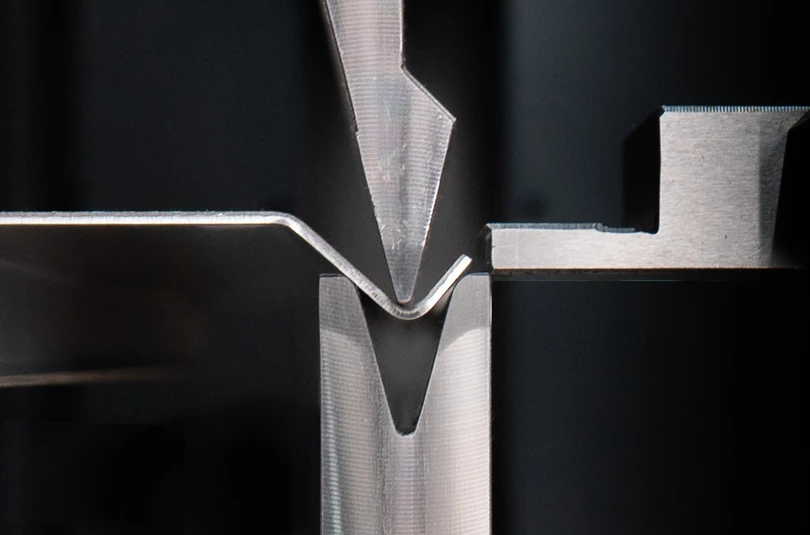
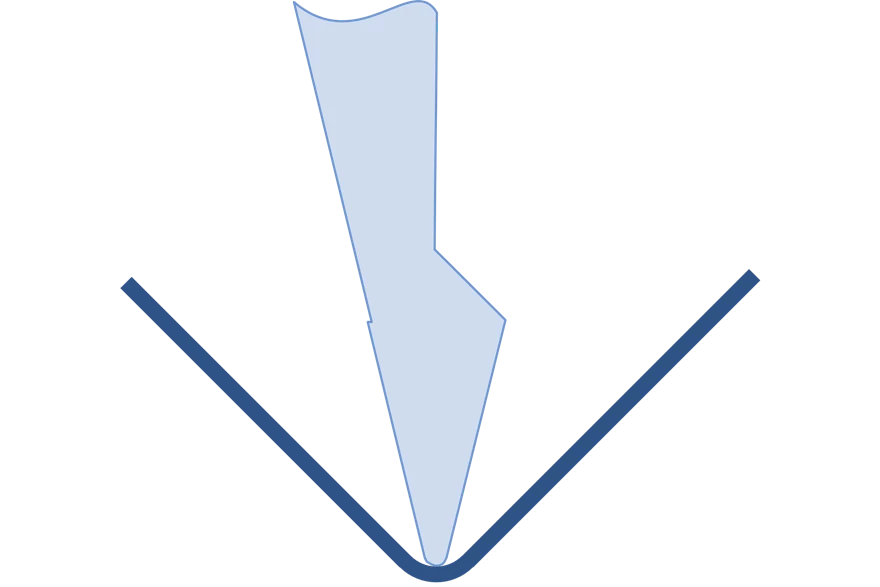
 Vrijbuigen
VrijbuigenPlaatmateriaal buigen in verschillende hoeken met gebruik van een beperkt aantal gereedschappen.
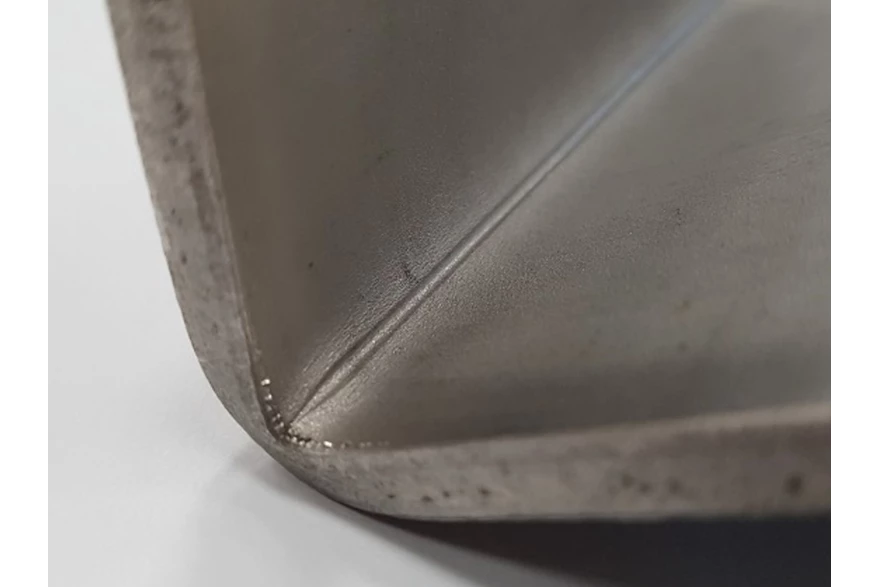
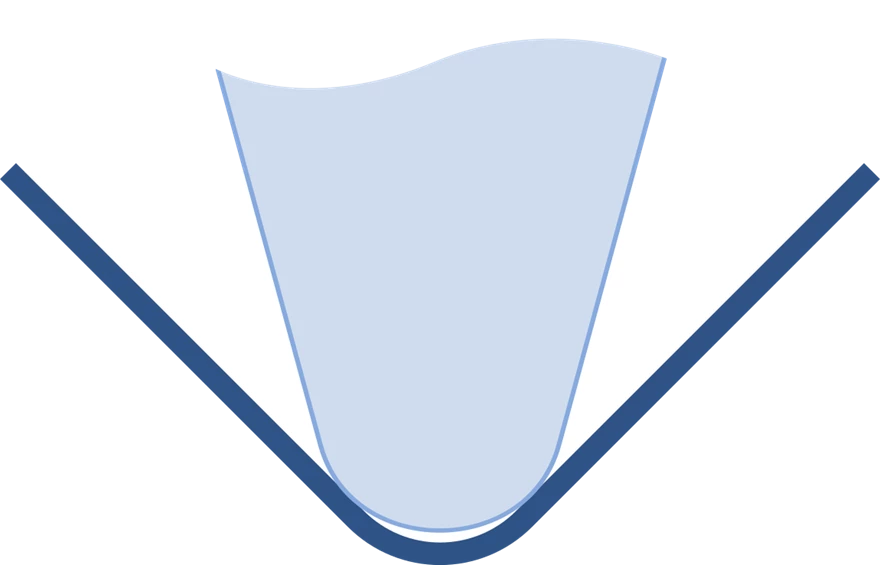
 Matrijsbuigen
MatrijsbuigenHet buigen van plaatmateriaal door de plaat tussen de stempel en de matrijs op te sluiten.
 Korte flenzen buigen
Korte flenzen buigenWILA's gereedschapsoplossingen voor het realiseren van kortere flenslengtes.
 Buigen met gaten bij de buiglijn
Buigen met gaten bij de buiglijnVermijd vervormingen bij buigen in de buurt van uitsparingen.
 Buigen zonder aanladen
Buigen zonder aanladenHoe om te gaan met aanladen bij het kanten van gegalvaniseerd plaatmateriaal, aluminium of RVS.
 Doos buigen
Doos buigenBij het buigen van dozen moet u vooraf nadenken over uw keuze van kantpers en gereedschap.
 Heavy Duty buigen
Heavy Duty buigenGereedschapssystemen en gereedschap voor het buigen van dikker of hoogsterktestaal.
 Dichtdrukken
DichtdrukkenWerk scherpe randen af en verstevig delen van het plaatwerk.
 Radiusbuigen
RadiusbuigenBuigen met een grote verhouding tussen radius en materiaaldikte.
 Beschadigingsvrij buigen
Beschadigingsvrij buigenVoorkom of verminder aftekening op het oppervlak van gezet plaatwerk.
 Z-buigen
Z-buigenTwee gelijke maar tegengestelde buigingen maken in één slag.

Bewerk uw plaatmateriaal met de gewenste buigmethode.
Alle toepassingen -
Producten
-
Kennis & Innovatie

Alles wat u altijd al heeft willen weten over kanten van plaatmateriaal.
Lees meer - Service & ondersteuning
- Over WILA